以下是:珩磨管研磨缸筒专注生产N年的产品参数
| 产品参数 |
|---|
| 产品价格 | 6000/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 0.1吨 |
|---|
| 质量等级 | |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工 油缸 |
|---|
| 是否进口 | 否 |
|---|
以下是:珩磨管研磨缸筒专注生产N年的图文视频
珩磨管研磨缸筒专注生产N年,九冶管业(亭湖区分公司)为您提供珩磨管研磨缸筒专注生产N年的资讯,联系人:高经理,电话:【18906359513】、【17706353138】,发货地:开发区丁快工业园。 江苏省,盐城市,亭湖区 截至2020年,亭湖区辖先锋街道、毓龙街道、文峰街道、大洋街道、五星街道、新洋街道、东亭湖街道、宝瓶湖街道、黄海街道、新河街道、新城街道、伍佑街道和南洋镇、新兴镇、便仓镇、盐东镇、黄尖镇、步凤镇;其中新城街道,步凤镇由盐城市经济技术开发区管委会管理,黄海街道,新河街道、伍佑街道由盐南高新区管委会管理。
想要探索珩磨管研磨缸筒专注生产N年的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:珩磨管研磨缸筒专注生产N年的图文介绍
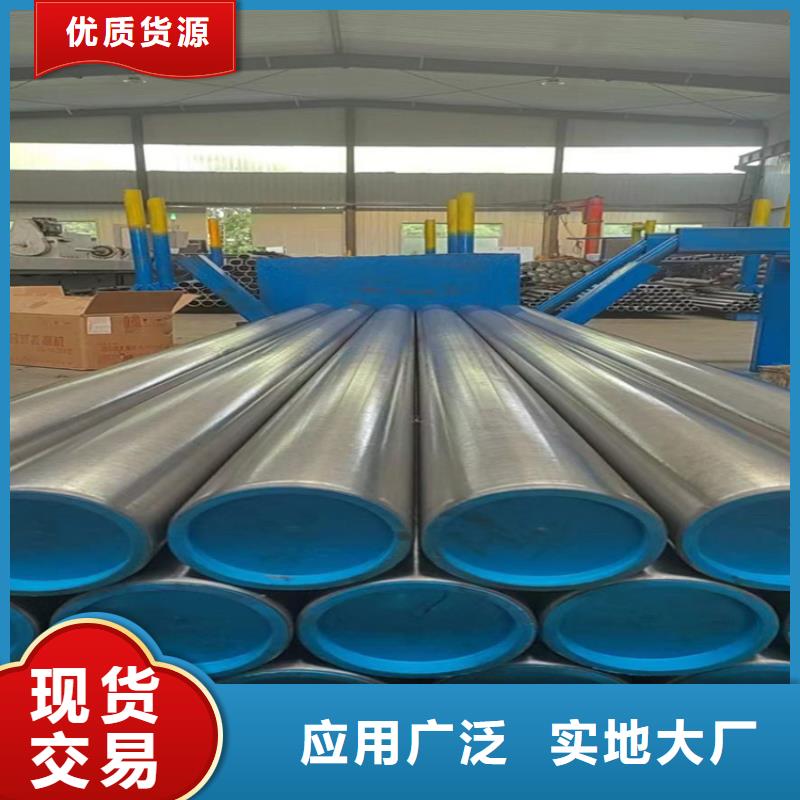
九冶管业(亭湖区分公司)主营: 高精度珩磨管。 公司产品质量过关,价格优惠,欢迎来电咨询,相信我们精心的努力,完善的服务体系,一定会得到大众的认同。我们始终奉行“质量di yi、诚信为本、开拓进取、客户至上”的经营理念为宗旨,并热情欢迎新老客户与我们建立长久的业务,谋求双赢。 z u i主要的是我们价格很优惠,质量很过关!量大的还可以价格从优!总之我们的服务宗旨是质量di yi,薄利多销!高经理



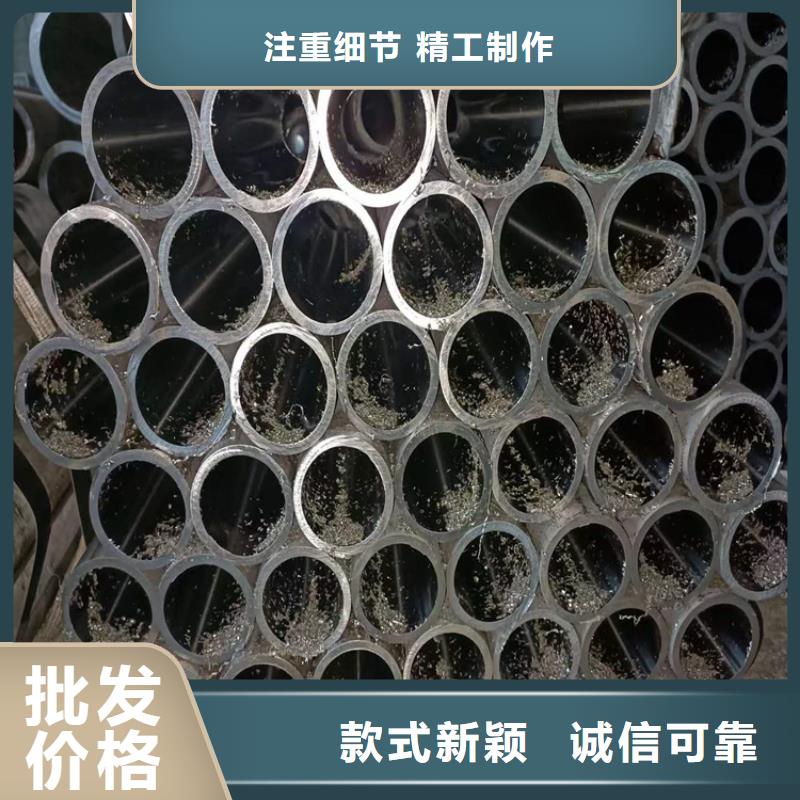
珩磨管专业知识问答1、珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。2、在液压缸筒的生产制造上,其是否有珩磨工序?此外,珩磨管,其是否可以当作油缸管来使用?在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。



油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得很高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。



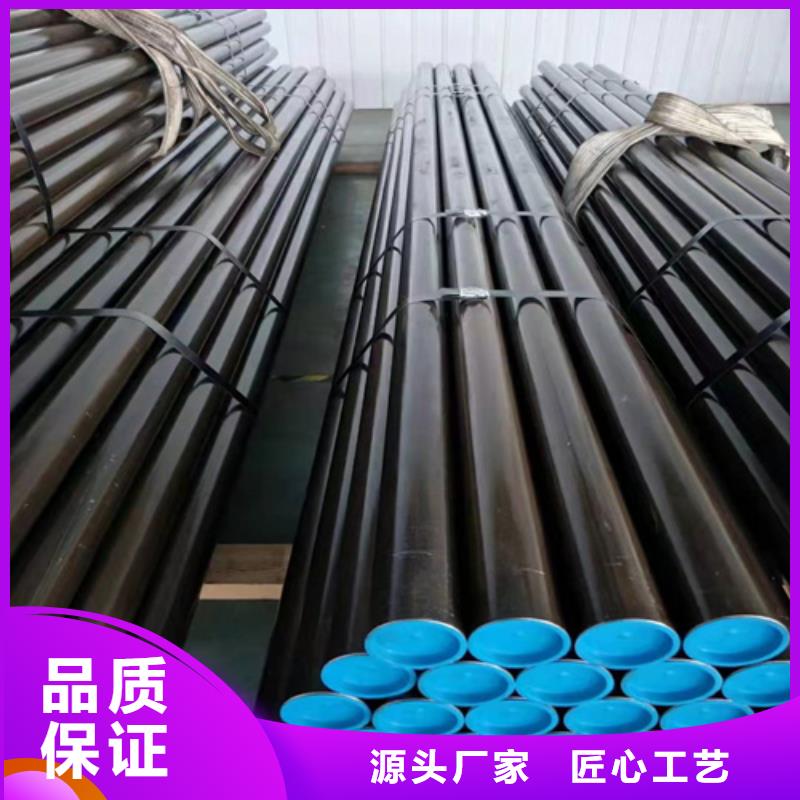
绗磨管加工工艺原理绗磨管的加工是采用滚压加工,珩磨管钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。


有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。



在盐城市亭湖区采购珩磨管研磨缸筒专注生产N年请认准九冶管业(亭湖区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-【17706353138】,地址:开发区丁快工业园)。