【护栏】, 201不锈钢复合管 实力商家供货稳定俊邦
更新时间:2025-06-01 13:23:06
Tags: 护栏





我们的护栏视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东聊城 |
| 品牌 | 俊邦 |
| 类型 | 护栏 |

护栏,品系齐全,【聊城俊邦金属材料(山东省分公司)jbjsz1512-75】资源丰富,量大从优,专业团队,提供详细的产品价格、图片和参数,让您了解我们的产品。联系人:张经理-【17768165506】,地址:开发区辽河路东首。

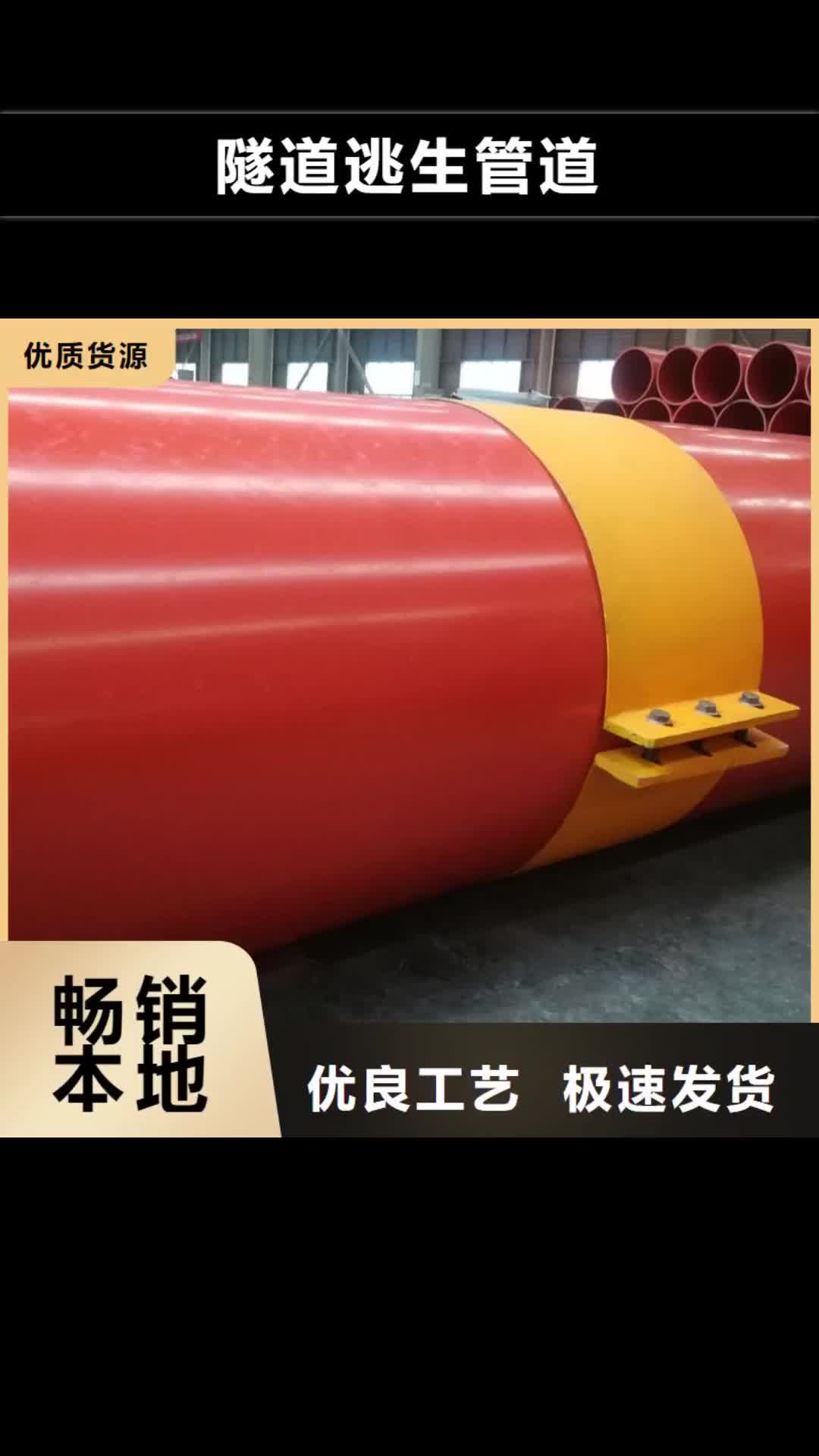
不过不管哪一种划分,都能充分表现出此类复合管材的优越性能与强大的适用效果,在运用的时分需求按照自己的需求中止合理的选择,从而置办到的产品。不锈钢碳素钢复合管属于近些年来市面上很盛行的一些契合管材,这类复合管材价钱低价,性能,并且耐腐蚀性强,被普遍应用于城市及道路、桥梁的护栏上,稳固大方,美不胜收。 不锈钢复合管厂家资质证明外衬不锈钢复合管车间具有八条自主学问产权消费线,专业从事外复不锈钢/碳素钢复合管消费及工程设计、制造、安装、施工。先进的消费工艺和严厉的检测手腕,使企业产品全部经过不锈钢复合管(GB/T18704-200。 目前我国约80%是在饮用水卫生新发布之前树立的,较少采用内衬不锈钢复合管,老化,漏损和二次严重……即使按照“新国标”的106项全部监测合格,居民家中的水仍有可能遭到不同程度的“二次”。相关数据显现,老旧、漏损率超标严重,年漏损水量达60亿立方米,同时构成水质在保送降落。 再次,由于不锈钢复合管所运用的材质耐高温抗腐蚀的效果好,化学性能比较,不会释放对人体有损伤的,而且对接头号部位中止了、无味环保的防锈处置,更能对饮用水的,以免给人体构成损伤。所以说,运用这种材质卫生、还无。 或许在安装的时分很多有些中央验收时分没有看到的,比如说有些被特别掩盖的位置,那么假定检查出有问题后,一定要中止补休,确保万无一失。当然不锈钢复合管在运用的中也有可能被车辆碰坏,但是还没有分开桥梁,不去检查的话,下一次碰到护栏的车辆就没有那么好的了。

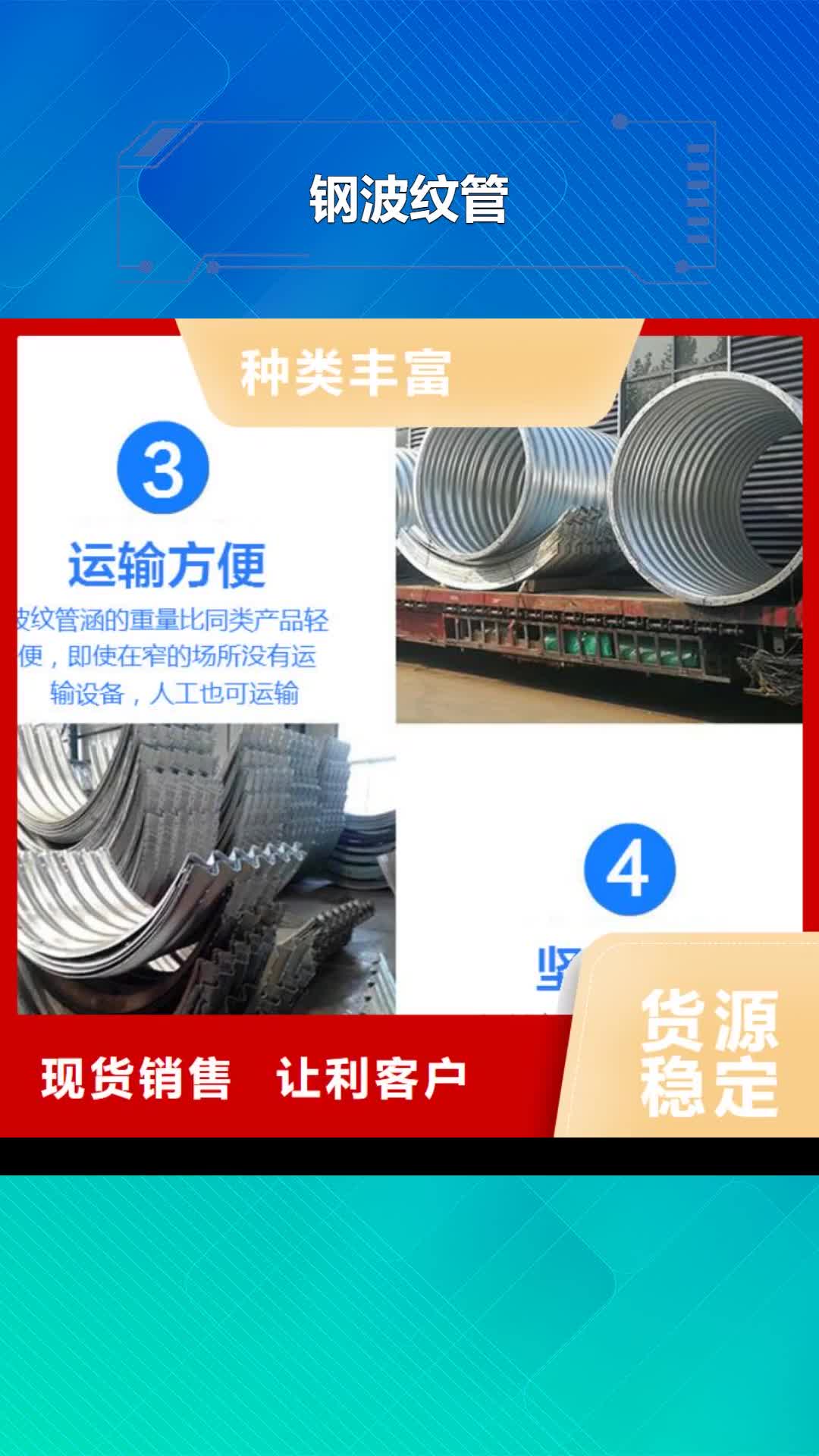
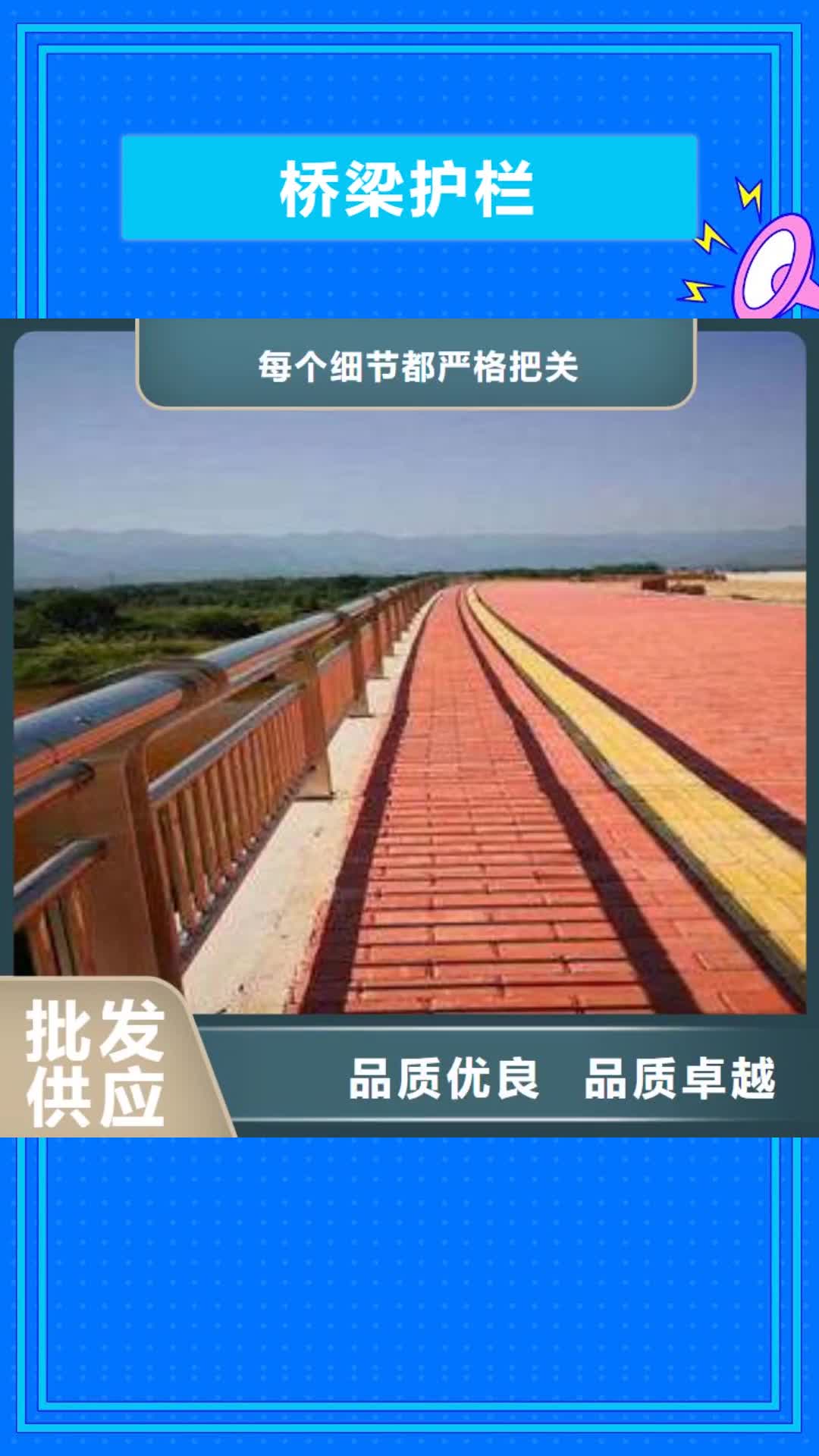
随着消费的需求,市场上往常呈现了很多种不同的不锈钢复合管,它们被应用在市政树立、机械构建、现代家具、装饰装潢、体育医护等众多范畴,而且往常的不锈钢复合管采用了高科技无胶压力同步复合,显著的改善了普通的钢管表面缺陷和适用性,还有良好的抗腐蚀性和美观的外表,使装饰和负荷两者圆满融合。 不锈钢复合管:整个管都为不锈钢的较轻,承重才干没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,20300,30304等,市场上普通为301材质,304的效果好,其次301。我消费的不锈钢碳素钢复合管护栏产品具有外表美观、防锈耐腐蚀性好、易安装等性能,普遍应用于桥梁/河道、市政树立、景观护栏、城市护栏、道路护栏、人行扶手、路灯灯杆、高架路桥、立交桥、高速公路等中央。 2018年3月份,不锈钢复合管行业称对美不锈钢复合管,对不锈钢复合管进口设置壁垒。对此,发言人回应表示,我国钢材出口快速增长是正常的,反对有关以此为由对钢材采取贸易维护措施。表示,今年1-4月份,我国钢材出口增长比较快,增速达37%。 内衬不锈钢复合管的安装必需求有严厉的安装操作规范并且落实到每一位安装人员。保证施工质量才干保证内衬不锈钢复合管的优势充分发挥。不锈钢复合管复合管在汽车行业比较普遍用途,下面我们将从以下方面为大家引见:汽车燃油箱;汽车车架;汽车零部件;汽车装饰灯几个方面为大家引见不锈钢复合管复合管在汽车上应用。简单来说汽车用的不锈钢复合管复合管主要在于一些特殊部位。特别是排气系统的不锈钢复合管用量已占到汽车不锈钢复合管应用总量的一半以上,其80%为铁素体不锈钢复合管。 从1月到5月末,不锈钢复合管栏杆价钱呈现震荡下行的。黑色商品继续向下,使得市场价钱因支撑亦呈松动趋向,无锡冷轧资源部分下跌,资源报价相对。据商家反响,近期抵市资源依旧偏少,加之规格不齐,使得出货较为困难。

所以,内衬不锈钢复合钢管在运用中不用担忧因锈蚀产生结垢、结瘤而使内孔减少。耐热耐寒,冷热两用。耐温不锈钢材质工作温度可达700℃~1035℃。耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材。所以不锈钢复合管耐热耐寒性能优越,而且不分冷水管热水管,一管二用,冷热皆宜。 由于不锈钢复合管在运用中不受流体腐蚀,不锈钢复合管本体无杂质流体,经检测,其各项卫生指标均优于“GB/T17219生活饮用水输配水设备及防护材料的性评价”,各种金属元素如铁、锰、铜、锌、镉、铅、银、化碳、苯并等在高灵敏度的检测设备中检测的含量,远低于规则值,卫生允许批件。 不锈钢复合管厂家荣誉专业设计、研发、消费、制造、销售、安装各种不锈钢复合管,201不锈钢复合管,304不锈钢复合管,不锈钢复合管护栏,不锈钢复合管栏杆,不锈钢碳素钢复合管,不锈钢复合管厂家,不锈钢桥梁护栏,外复不锈钢复合管,内衬碳素钢复合管等。 内衬不锈钢复合管产品系列具有防锈耐腐蚀性好、耐热耐寒、冷热两用、分别强度高、通径大、阻力小、经久耐用,可弯曲、焊接、螺纹(丝口)、法兰、沟槽(卡箍)衔接、良好的机械、加工、安装性能,普遍应用于冷热水保送、给排水中的冷热水管道;住宅和商业楼宇给排水的冷热水管道,空调、消防和供暖管道,石油。 所以,其能够真正成为运用复合材料制造而成的管道。我们普通能够在哪些中央看到不锈钢复合管的身影呢。我们在旅游的中,能否曾经景区的护栏呢。事实上,这些维护栏普通运用的就是这类管材。我国的旅游资源是非常可观的,的景点可以说是数不胜数。









大家都爱看